-
info@skgs.kz
+7 (7152) 46-06-46 -
+7 (701) 523-69-05
Работаем по всему Казахстану!
Наплавка бабитом
Баббит – это литейный антифрикционный сплав, в основе которого лежат олово, свинец, сурьма, медь или иные легирующие компоненты.
Наносится по корпусу подшипников методом наплавки или напыления для улучшения скольжения.
Толщина баббитового слоя может варьироваться в пределах 1,5-30 мм. Баббит позволяет получить отличный показатель скольжения при минимальном трении.
Стандартный ремонт
Капитальный и поузловой ремонт на территории завода.
Выездной ремонт
Возможен выезд мобильной бригады для осуществления ремонта на месте.
Нетиповые работы
Выполняем нетиповые работы по восстановлению узлов и агрегатов.
Примеры работ

Восстановление баббитового слоя на втулке конической КСДКМД-1750
Подробнее..
Восстановление баббитового слоя в конических втулках конусных для конусных дробилок КСДКМД-175
Подробнее..
Восстановление баббитового слоя на подпятниках конусных дробилок КСДКМД-1750 и 2200
Подробнее..
Восстановление баббитового слоя, комплект КСДКМД-2200 (подпятник болтовой, втулка коническая и втулка цилиндрическая)
Подробнее..
Восстановление баббитового слоя на втулке конической КСДКИД-1750
Подробнее..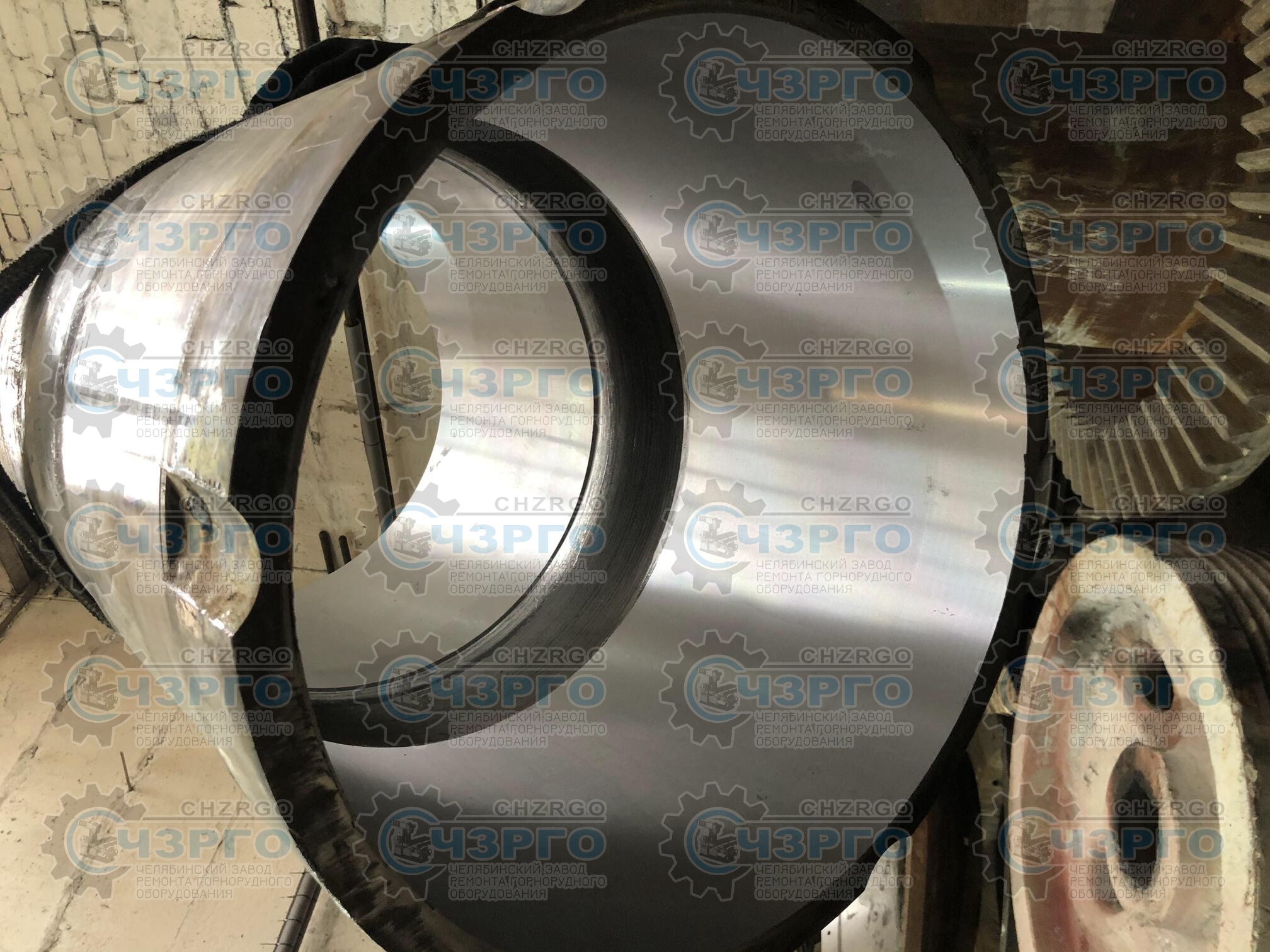
Восстановление баббитового слоя во втулках цилиндрических КСД, КМД-1750 / 2200
Подробнее..
Восстановление баббитового слоя в конических втулках КСД, КМД-1750 / 2200
Подробнее..
Восстановление баббитового слоя на подпятниках КСД, КМД-1750 / 2200
Подробнее..
Восстановление баббитового слоя в шатунах и крышках для щековых дробилок
Подробнее..Наши преимущества
Высокая точность
Современное оборудование и большой опыт работы позволяет соблюдать высокую точность обработки деталей – до 0,02.
Гарантия
В зависимости от типа ремонта и самой детали даем гарантию на наши работы от 2 до 12 месяцев.
Замена деталей
В случае необходимости можем предоставить подменные детали на время ремонта основной.
Отсрочка платежа
Помимо основных форм расчета, можем предоставить возможность отсрочки платежа от 30 до 90 дней.
О технологии
Наплавка баббитом предполагает предварительную подготовку подшипника. Для этого проводятся следующие манипуляции:
Удаление слоя старого баббита.
Производится с помощью газокислородных резаков.
Подготовка корпуса к наплавке.
Поверхности зачищаются от окалины, окислов.
Обезжиривание.
В зависимости от интенсивности эксплуатации производится раз в 1-2 года. В процессе разбираются все узлы, каждая деталь подвергается тщательному осмотру.
Травление.
Проводится с применением соляной кислоты. После травления деталь промывается в холодной, а затем в горячей воде.
Флюсование.
Для этого используется раствор хлористого цинка. Деталь промывается, а после покрывается флюсом по всей поверхности на которую будет производиться наплавка баббита.
Лужение.
Для мелких деталей применяется плавкое олово, а крупные элементы лудят путем натирания порошкообразной полуды. После лужения деталь промывается в горячей воде. Обработанная поверхность должна быть блестящей и светлой без участков затемнения.
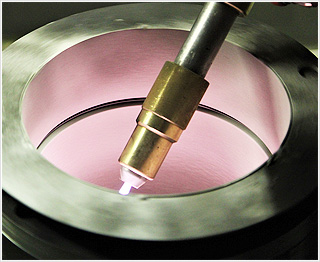
Заливка баббитом.
Наилучший вариант нанесения баббита – это газотермическое напыление, которое осуществляется газоплазменным или плазменным методом. Баббит подается в виде порошка на обрабатываемую поверхность и под действием высоких температур образовывает наплавку.
Очистка и подгонка готового изделия.
Это конечная обработка и проверка качества нанесения баббита.
Важно отметить, что в зависимости от области применения детали выбирается и баббитовый сплав. Он должен быть мягче основы, а потому изнашивается быстрее самого элемента.
Баббитовый слой на основе олова отличается устойчивостью к коррозии, износостойкостью и высокой теплопроводностью. А вот наплавка на основе свинца отличается более высокой рабочей температурой.